 English
English 简体中文
简体中文  Español
Español  Português
Português  русский
русский  Français
Français  日本語
日本語  Deutsch
Deutsch  tiếng Việt
tiếng Việt  Italiano
Italiano  Nederlands
Nederlands  ภาษาไทย
ภาษาไทย  Polski
Polski  한국어
한국어  Svenska
Svenska  magyar
magyar  Malay
Malay  বাংলা ভাষার
বাংলা ভাষার  Dansk
Dansk  Suomi
Suomi  हिन्दी
हिन्दी  Pilipino
Pilipino  Türkçe
Türkçe  Gaeilge
Gaeilge  العربية
العربية  Indonesia
Indonesia  Norsk
Norsk  تمل
تمل  český
český  ελληνικά
ελληνικά  український
український  Javanese
Javanese  فارسی
فارسی  தமிழ்
தமிழ்  తెలుగు
తెలుగు  नेपाली
नेपाली  Burmese
Burmese  български
български  ລາວ
ລາວ  Latine
Latine  Қазақша
Қазақша  Euskal
Euskal  Azərbaycan
Azərbaycan  Slovenský jazyk
Slovenský jazyk  Македонски
Македонски  Lietuvos
Lietuvos  Eesti Keel
Eesti Keel  Română
Română  Slovenski
Slovenski  मराठी
मराठी


Η βίδα εξώθησης φοριέται συχνά; Υπάρχουν αυτοί οι κύριοι λόγοι!
Ningbo Fangli Technology Co., Ltd.είναι ένακατασκευαστής μηχανικού εξοπλισμούμε σχεδόν 30 χρόνια εμπειρίαςεξοπλισμός διέλασης πλαστικών σωλήνωνt,νέα προστασία του περιβάλλοντος και νέος εξοπλισμός υλικών. Από την ίδρυσή του το Fangli έχει αναπτυχθεί με βάση τις απαιτήσεις των χρηστών. Μέσω συνεχούς βελτίωσης, ανεξάρτητης Ε&Α στη βασική τεχνολογία και πέψη και απορρόφηση προηγμένης τεχνολογίας και άλλων μέσων, έχουμε αναπτύξειΓραμμή εξώθησης σωλήνων PVC, Γραμμή εξώθησης σωλήνων PP-R, Γραμμή εξώθησης αγωγών παροχής νερού PE / αερίου, η οποία εισηγήθηκε από το κινεζικό Υπουργείο Κατασκευών για την αντικατάσταση των εισαγόμενων προϊόντων. Έχουμε κερδίσει τον τίτλο της «Πρώτης μάρκας στην επαρχία Zhejiang».
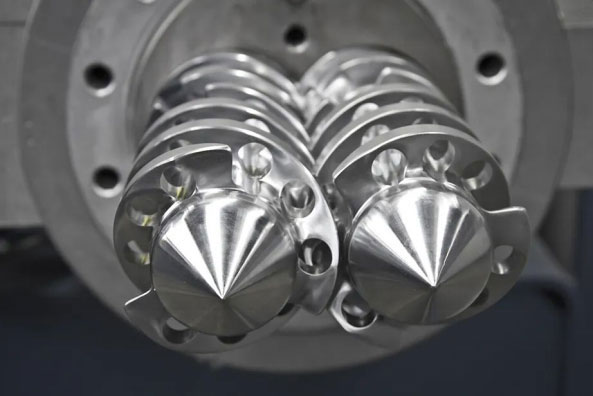
Εξωθητήρας βιδώνείναι ο βασικός εξοπλισμός της τροποποίησης διαμόρφωσης και ανάμειξης πλαστικών. Στην πραγματική διαδικασία παραγωγής της τροποποίησης ανάμειξης, ο κοχλίας του εξωθητή βρίσκεται σε ένα σκληρό περιβάλλον υψηλής πίεσης και υψηλής θερμοκρασίας και φέρει μεγάλη δύναμη τριβής και διάτμησης.
Due to the special working environment, the screw of extruder is not the common friction between metal and metal, but between metal and polymer. Therefore, the wear of screw surface is often serious.
Η φθορά της βίδας αυξάνει την απόσταση μεταξύ της βίδας και της κάννης, επηρεάζει τη συμπίεση και τη διάτμηση της βίδας στο υλικό και θα οδηγήσει σε πτώση της ποιότητας του προϊόντος. Από την άλλη, η συχνή αντικατάσταση των φθαρμένων βιδών όχι μόνο αυξάνει το κόστος, αλλά καθυστερεί και το σχέδιο παραγωγής, με αποτέλεσμα χαμηλότερη απόδοση παραγωγής.
Γενικά, η βίδα διαλύεται λόγω μακροχρόνιας φθοράς και το κενό μεταξύ της βίδας και της κάννης είναι πολύ μεγάλο για να εξωθηθεί κανονικά. Ωστόσο, υπάρχουν και περιπτώσεις όπου η καταπόνηση εργασίας που προκαλείται από ακατάλληλη σχεδίαση ή λειτουργία υπερβαίνει το όριο αντοχής και υφίσταται ζημιά. Ακολουθεί μια σύντομη εισαγωγή στις αιτίες φθοράς του κοχλία εξώθησης:
1、Θερμοκρασία επεξεργασίας
Κάθε είδος πλαστικού έχει ένα ιδανικό εύρος θερμοκρασίας επεξεργασίας πλαστικοποίησης. Η θερμοκρασία επεξεργασίας του βαρελιού θα πρέπει να ελέγχεται ώστε να πλησιάζει αυτό το εύρος θερμοκρασίας. Όταν τα πλαστικά σωματίδια εισέρχονται στο βαρέλι από τη χοάνη, θα φτάσουν πρώτα στο τμήμα τροφοδοσίας και αναπόφευκτα θα εμφανιστεί ξηρή τριβή στο τμήμα τροφοδοσίας. Όταν αυτά τα πλαστικά δεν θερμαίνονται αρκετά και λιώνουν ανομοιόμορφα, είναι εύκολο να προκληθεί αυξημένη φθορά στο εσωτερικό τοίχωμα της κάννης και στην επιφάνεια της βίδας.
Ομοίως, στο τμήμα συμπίεσης και ομογενοποίησης, εάν η κατάσταση τήξης του πλαστικού είναι διαταραγμένη και ανομοιόμορφη, θα προκαλέσει επίσης επιταχυνόμενη φθορά.

2、Ταχύτητα
Η ταχύτητα πρέπει να ρυθμιστεί σωστά. Επειδή ορισμένα πλαστικά προστίθενται με ενισχυτικά μέσα, όπως ίνες γυαλιού, ορυκτά ή άλλα υλικά πλήρωσης. Η δύναμη τριβής αυτών των ουσιών στα μεταλλικά υλικά είναι συχνά πολύ μεγαλύτερη από αυτή των λιωμένων πλαστικών.
Εάν χρησιμοποιείται υψηλή ταχύτητα περιστροφής, είναι εύκολο να σχιστεί η ενισχυμένη ίνα ενώ αυξάνεται η πλαστική διατμητική δύναμη. Η σχισμένη ίνα περιέχει αιχμηρά άκρα, τα οποία αυξάνουν σημαντικά τη δύναμη φθοράς. Όταν τα ανόργανα ορυκτά γλιστρούν με μεγάλη ταχύτητα στη μεταλλική επιφάνεια, το αποτέλεσμα απόξεσης τους δεν είναι μικρό. Επομένως, η ταχύτητα δεν πρέπει να ρυθμίζεται πολύ ψηλά.

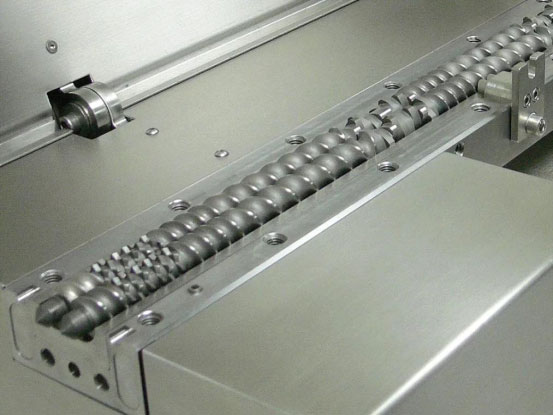
3、Διάκενο μεταξύ βίδας και κάννης
The screw rotates in the barrel, and the friction between the material and the two makes the working surface of the screw and the barrel gradually wear, the screw diameter gradually shrinks, and the inner hole diameter of the barrel gradually increases. In this way, the fit diameter gap between the screw and the barrel increases gradually with the gradual wear of the two.
Ωστόσο, δεδομένου ότι η αντίσταση της κεφαλής και της πλάκας διανομής μπροστά από την κάννη δεν έχει αλλάξει, αυτό αυξάνει τη ροή διαρροής του εξωθημένου υλικού όταν κινείται προς τα εμπρός, δηλαδή τη ροή του υλικού από το διάκενο προς την κατεύθυνση τροφοδοσίας αυξάνει. Ως αποτέλεσμα, η παραγωγή πλαστικών μηχανημάτων μειώθηκε. Αυτό το φαινόμενο αυξάνει επίσης τον χρόνο παραμονής των υλικών στο βαρέλι, με αποτέλεσμα την αποσύνθεση του υλικού. Στην περίπτωση του PVC, το αέριο υδροχλώριο που παράγεται από την αποσύνθεση ενισχύει τη διάβρωση της βίδας και της κάννης.

4、Ανώμαλη πλαστικοποίηση υλικών ή ανάμειξη μεταλλικών ξένων ουσιών
Επειδή το υλικό δεν πλαστικοποιείται ομοιόμορφα ή υπάρχουν μεταλλικά ξένα σώματα αναμεμιγμένα στο υλικό, η ροπή περιστροφής της βίδας αυξάνεται ξαφνικά, η οποία υπερβαίνει το όριο αντοχής της βίδας και προκαλεί το σπάσιμο της βίδας. Πρόκειται για μια ασυνήθιστη ζημιά από ατύχημα.
Τα παραπάνω είναι τα κοινά αίτια φθοράς των βιδών. Ελπίζω ότι μέσα από το παραπάνω περιεχόμενο, μπορούμε να έχουμε μια περαιτέρω κατανόηση της βίδας εξώθησης.
Η μείωση της φθοράς της βίδας και η παράταση της διάρκειας ζωής της βίδας θα μειώσει σημαντικά το κόστος συντήρησης του εξοπλισμού, θα εξασφαλίσει την ποιότητα του προϊόντος και θα αποφέρει υψηλότερα οικονομικά οφέλη για την επιχείρηση.
Εάν χρειάζεστε περισσότερες πληροφορίες, η Ningbo Fangli Technology Co., Ltd. σας καλωσορίζει να επικοινωνήσετε για λεπτομερή έρευνα, θα σας παρέχουμε επαγγελματικές τεχνικές οδηγίες ή προτάσεις προμήθειας εξοπλισμού.
Προηγούμενος:Τύποι μηχανών κοπής πλαστικών σωλήνων
Αποστολή Ερώτησης


X
Χρησιμοποιούμε cookies για να σας προσφέρουμε καλύτερη εμπειρία περιήγησης, να αναλύσουμε την επισκεψιμότητα του ιστότοπου και να εξατομικεύσουμε το περιεχόμενο. Χρησιμοποιώντας αυτόν τον ιστότοπο, συμφωνείτε με τη χρήση των cookies από εμάς.
Πολιτική Απορρήτου