 English
English 简体中文
简体中文  Español
Español  Português
Português  русский
русский  Français
Français  日本語
日本語  Deutsch
Deutsch  tiếng Việt
tiếng Việt  Italiano
Italiano  Nederlands
Nederlands  ภาษาไทย
ภาษาไทย  Polski
Polski  한국어
한국어  Svenska
Svenska  magyar
magyar  Malay
Malay  বাংলা ভাষার
বাংলা ভাষার  Dansk
Dansk  Suomi
Suomi  हिन्दी
हिन्दी  Pilipino
Pilipino  Türkçe
Türkçe  Gaeilge
Gaeilge  العربية
العربية  Indonesia
Indonesia  Norsk
Norsk  تمل
تمل  český
český  ελληνικά
ελληνικά  український
український  Javanese
Javanese  فارسی
فارسی  தமிழ்
தமிழ்  తెలుగు
తెలుగు  नेपाली
नेपाली  Burmese
Burmese  български
български  ລາວ
ລາວ  Latine
Latine  Қазақша
Қазақша  Euskal
Euskal  Azərbaycan
Azərbaycan  Slovenský jazyk
Slovenský jazyk  Македонски
Македонски  Lietuvos
Lietuvos  Eesti Keel
Eesti Keel  Română
Română  Slovenski
Slovenski  मराठी
मराठी


Εισαγωγή στη διαδικασία εξώθησης σωλήνων, εξοπλισμό, ελαττώματα ποιότητας κ.λπ.
Ningbo Fangli Technology Co., Ltd.είναι ακατασκευαστής μηχανικού εξοπλισμούμε πάνω από 30 χρόνια εμπειρίαςεξοπλισμός εξώθησης πλαστικών σωλήνων,νέα προστασία του περιβάλλοντος και νέος εξοπλισμός υλικών.Από την ίδρυσή του το Fangli έχει αναπτυχθεί με βάση τις απαιτήσεις των χρηστών. Μέσω συνεχούς βελτίωσης, ανεξάρτητης Ε&Α στη βασική τεχνολογία και πέψη και απορρόφηση προηγμένης τεχνολογίας και άλλων μέσων, έχουμε αναπτύξειΓραμμή εξώθησης σωλήνων PVC,Γραμμή εξώθησης σωλήνων PP-R, Γραμμή εξώθησης αγωγών παροχής νερού PE / αερίου, η οποία εισηγήθηκε από το κινεζικό υπουργείο Κατασκευών για την αντικατάσταση των εισαγόμενων προϊόντων. Έχουμε κερδίσει τον τίτλο της «Πρώτης μάρκας στην επαρχία Zhejiang».
I. Ροή διαδικασίας
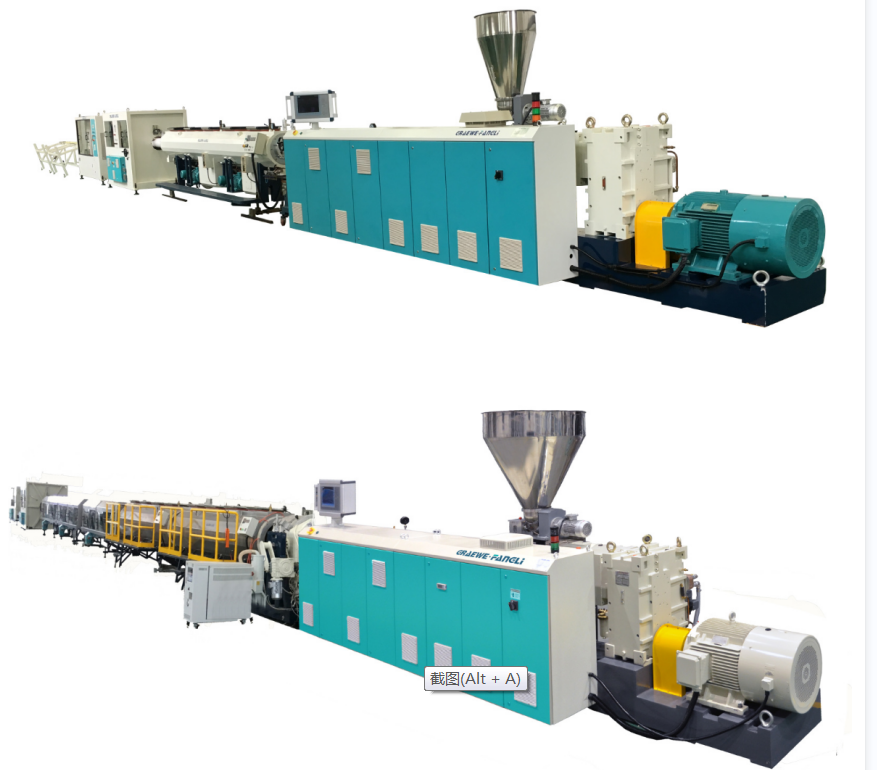
Επί του παρόντος, οι σωλήνες PVC και PO είναι τα προϊόντα με τον μεγαλύτερο όγκο τόσο στο εσωτερικό όσο και στο διεθνές.Εικόνα 1δείχνει το διάγραμμα ροής της διαδικασίας παραγωγής για σωλήνες πολυολεφίνης (PO). Το πλαστικό τροφοδοτείται στη μήτρα με δακτυλιοειδές διάκενο (2) από τη βίδα ως ένα ομοιόμορφα πλαστικοποιημένο τήγμα, εξωθώντας ένα σωλήνων. Αυτό εισέρχεται αμέσως στη μονάδα βαθμονόμησης (3) για ψύξη και διαστασιολόγηση και στη συνέχεια υφίσταται περαιτέρω επαρκή ψύξη στο δοχείο ψύξης (4). Ο σωλήνας τραβιέται με σταθερή ταχύτητα από το ρυθμιζόμενομονάδα ανάσυρσης(6)και τέλος κόβουμε σε καθορισμένα μήκη από τον κόφτη (7). Οι σωλήνες με λεπτά τοιχώματα με διάμετρο κάτω των 160 mm μπορούν να τυλιχτούν σε ρολά από το κουρδιστήρι (9).

Σχήμα 1 Σχηματικό διάγραμμα της ροής της διαδικασίας παραγωγής σωλήνων PO
1 ---Εξωθητής; 2 ---PipeΚαλούπι; 3 ---Μανίκι βαθμονόμησης;
4 ---Ψύξη βαθμονόμησης κενού; 5 ---Δεξαμενή ψύξης;
6---Μονάδα έλξης; 7 ---Κόπτης;
8---Εκτυπωτής; 9 ---Κόιλερ
II. Διαδικασία και Εξοπλισμός
Για την παραγωγή σωλήνων PO, αεξωθητήρα μονής βίδας υψηλής απόδοσηςπρέπει να επιλεγεί. Η ζώνη τροφοδοσίας χρησιμοποιεί μια αξονικά αυλακωτή κάννη. Η αναλογία μήκους προς διάμετρο βίδας (L/D) είναι 30–33:1. Η δομή του κοχλία είναι ένα σχέδιο δύο σταδίων με ποικίλο βάθος και βήμα: το βήμα στο τμήμα τροφοδοσίας είναι μικρότερο από τη διάμετρο της βίδας, ενώ το βήμα στα τμήματα τήξης και ομογενοποίησης είναι μεγαλύτερο από τη διάμετρο της βίδας. Για να βελτιωθεί η απόδοση ανάμειξης, ορισμένες βίδες είναι εξοπλισμένες με πρόσθετα στοιχεία κεφαλής ανάμειξης. Αυτός ο τύπος εξωθητήρα μονής βίδας προσφέρει σχετικά υψηλή απόδοση και καλή πλαστικοποίηση. Για παράδειγμα, ένας εξωθητήρας μονής βίδας με διάμετρο βίδας 90 mm μπορεί να επιτύχει απόδοση που υπερβαίνει τα 600 kg/h. Επιπλέον, η παραγωγή σωλήνων πολυαιθυλενίου γεμισμένων με ανθρακικό ασβέστιο, θειικό βάριο, αλεύρι ξύλου ή ίνες γυαλιού συνήθως χρησιμοποιεί εξωθητήρες διπλού κοχλία που περιστρέφονται μαζί.
Η παραγωγή σωλήνων PVC είναι ουσιαστικά παρόμοια με αυτή των σωλήνων PO. Συνήθως χρησιμοποιούνται αντιπεριστρεφόμενα κωνικά ήπαράλληλοι εξωθητήρες διπλού κοχλία, επιτρέποντας την άμεση εξώθηση της σκόνης ξηρού μίγματος. Η απόδοσή τους κυμαίνεται από 10 kg/h για σωλήνες μικρής διαμέτρου έως 1100 kg/h για σωλήνες μεγάλης διαμέτρου. Ο λόγος L/D της βίδας έχει αυξηθεί από το παρελθόν 18:1 σε 25:1. Για παράδειγμα, αεξωθητήρας διπλού κοχλίαμε διάμετρο βίδας 90 mm μπορεί να επιτύχει απόδοση που υπερβαίνει τα 300 kg/h.
Όπως φαίνεται από το σχήμα 1, ο εξοπλισμός εξώθησης σωλήνων κατάντη αποτελείται κυρίως από τη δεξαμενή νερού ψύξης,μονάδα ανάσυρσης, κόπτης, πηνίο, ή τραπέζι απόρριψης.
Όταν ο σωλήνας εξέρχεται από τη μονάδα βαθμονόμησης και ψύξης, δεν ψύχεται πλήρως σε θερμοκρασία δωματίου. Εάν δεν ψύχεται περαιτέρω, η διαβάθμιση θερμοκρασίας που υπάρχει στην ακτινική κατεύθυνση του τοιχώματος του σωλήνα μπορεί να προκαλέσει το ήδη σκληρυμένο εξωτερικό στρώμα να μαλακώσει ξανά λόγω της αύξησης της θερμοκρασίας, οδηγώντας σε παραμόρφωση. Από την άλλη πλευρά, ο σωλήνας πρέπει επίσης να αντέχει τις καταπονήσεις από τον εξοπλισμό ανάσυρσης, κοπής και περιέλιξης. Επομένως, η υπολειπόμενη θερμότητα πρέπει να αφαιρεθεί, ψύχοντας τον σωλήνα σε θερμοκρασία δωματίου. Οι μέθοδοι ψύξης περιλαμβάνουν υδατόλουτρο και ψύξη με ψεκασμό. Σε μια δεξαμενή ψύξης λουτρού νερού, η στάθμη του νερού πρέπει να βυθίσει εντελώς τον σωλήνα. Η δεξαμενή χωρίζεται σε διάφορα τμήματα. Η είσοδος του νερού ψύξης ρυθμίζεται στο τελευταίο τμήμα, με αποτέλεσμα η κατεύθυνση ροής του νερού να είναι αντίθετη από την κατεύθυνση εξώθησης του σωλήνα, δημιουργώντας μια κλίση θερμοκρασίας ψύξης. Αυτό έχει ως αποτέλεσμα πιο σταδιακή ψύξη του σωλήνα και χαμηλότερη εσωτερική καταπόνηση. Η απόσταση μεταξύ της δεξαμενής νερού ψύξης και της μονάδας βαθμονόμησης/ψύξης δεν πρέπει να υπερβαίνει το ένα δέκατο του συνολικού μήκους ψύξης. Διαφορετικά, η διαφορά θερμοκρασίας μεταξύ του εξωτερικού τοιχώματος του σωλήνα και του νερού ψύξης μπορεί να αυξηθεί υπερβολικά. Αν και η μέθοδος του υδατόλουτρου είναι απλή, οι διαφορές θερμοκρασίας μεταξύ των άνω και κάτω στρωμάτων νερού στη δεξαμενή μπορεί να προκαλέσουν ανομοιόμορφη ψύξη και κάμψη του σωλήνα. Επιπλέον, οι δυνάμεις άνωσης που δρουν στον σωλήνα μπορούν εύκολα να προκαλέσουν παραμόρφωση, καθιστώντας αυτή τη μέθοδο ιδιαίτερα ακατάλληλη για την ψύξη σωλήνων μεγάλης διαμέτρου.
Η λειτουργία τουμονάδα απομάκρυνσης σωλήνωνείναι η παροχή ορισμένης ταχύτητας και δύναμης ανάσυρσης στον ήδη διαστασιολογημένο και ψυχόμενο σωλήνα, ξεπερνώντας τη δύναμη τριβής που δημιουργείται από τη διάταξη κολλαρίσματος στον σωλήνα, τραβώντας έτσι τον σωλήνα έξω με σταθερή ταχύτητα στο τραπέζι περιέλιξης ή απόρριψης. Η μονάδα ανάσυρσης είναι ένα από τα βασικά κομμάτια του κατάντη εξοπλισμού για την παραγωγή σωλήνων και πρέπει να πληροί τις ακόλουθες απαιτήσεις.
(1)ΤοέλξηΗ ταχύτητα πρέπει να μπορεί να ρυθμίζεται χωρίς βήμα και ομαλά, εξασφαλίζοντας σταθερή ταχύτητα ανάσυρσης. Η ασταθής ταχύτητα ανάσυρσης θα προκαλέσει διακυμάνσεις στη διάμετρο του σωλήνα. Η ταχύτητα ανάσυρσης πρέπει να είναι στενά συντονισμένη με την ταχύτητα εξώθησης. Το πάχος του τοιχώματος του σωλήνα ρυθμίζεται ρυθμίζοντας την ταχύτητα ανάσυρσης: η πιο αργή ταχύτητα ανάσυρσης έχει ως αποτέλεσμα παχύτερους τοίχους, η μεγαλύτερη ταχύτητα οδηγεί σε λεπτότερους τοίχους. Η επιλογή της σωστής ταχύτητας ανάσυρσης είναι μια αποτελεσματική μέθοδος για τη διασφάλιση της συμμόρφωσης των διαστάσεων του προϊόντος. Τα μοντέρνα σχέδια μπορούν να επιτύχουν μέγιστες ταχύτητες ανάσυρσης έως και 30 m/min.
(2)Μια σταθεράέλξηΗ δύναμη πρέπει να διατηρείται, χωρίς φαινόμενο ώθησης-έλξης, διαφορετικά μπορεί να προκαλέσει ελαττώματα κυματισμού επιφάνειας στον σωλήνα. Απαιτείται επίσης επαρκής δύναμη ανάσυρσης. Η απαιτούμενη δύναμη ανάσυρσης αυξάνεται με την περιοχή επαφής και την ακτινική πίεση του μεγέθους. Για σωλήνες μικρής και μεσαίας διαμέτρου, η δύναμη ανάσυρσης είναι γενικά 100–600 N. για σωλήνες μεγάλης διαμέτρου, είναι γενικά 800–10.000 N.
(3) Η δύναμη σύσφιξης τουμονάδα ανάσυρσηςΗ λαβή πρέπει να είναι ρυθμιζόμενη και ικανή να πιάνει σωλήνες διαφόρων διαμέτρων χωρίς να προκαλεί ζημιά ή παραμόρφωση στην επιφάνεια. Επί του παρόντος, οι αρπάγες τύπου caterpillar χρησιμοποιούνται ευρέως. Αυτά αποτελούνται από 2 έως 12 τροχιές ομοιόμορφα διατεταγμένες γύρω από τον σωλήνα. Οι ράγες είναι ενσωματωμένες με έναν ορισμένο αριθμό μπλοκ σύσφιξης από καουτσούκ/πλαστικό, ως επί το πλείστον κοίλα ή γωνιακά για να αυξηθεί η περιοχή που ασκεί ακτινική πίεση στον σωλήνα. Η ρύθμιση της δύναμης σύσφιξης επιτυγχάνεται μέσω πνευματικών, υδραυλικών ή μηχανισμών με κοχλιωτό παξιμάδι. Ο αριθμός των τροχιών αυξάνεται με τη διάμετρο του σωλήνα.
Αφού ο σωλήνας απομακρυνθεί σε ένα ορισμένο μήκος, πρέπει να κοπεί σε μήκος. Οι κόφτες διατίθενται σε διάφορους τύπους, που επιλέγονται με βάση τη διάμετρο του σωλήνα και το πάχος του τοιχώματος, τον τύπο υλικού, το μήκος κοπής, την ποιότητα κοπής, τη μορφή κοπής, κ.λπ. Αυτόματοι κόφτες τύπου γκιλοτίνας και κυκλικά ακτινικά πριόνια είναι κατάλληλα για κοπή σωλήνων μικρής και μεσαίας διαμέτρου. Τα πλανητικά αυτόματα κοπτικά είναι κατάλληλα για σωλήνες μεγάλης διαμέτρου. Με τη λήψη της εντολής κοπής, ο κόφτης πιάνει τον σωλήνα με ένα σφιγκτήρα και κινείται προς την κατεύθυνση απομάκρυνσης του σωλήνα ενώ ολοκληρώνει την ενέργεια κοπής. Μετά την κοπή, ένας πνευματικός μηχανισμός το σπρώχνει πίσω στη θέση επαναφοράς.
Τραπέζι Coiler και Dump. Μόνο οι σωλήνες που δεν παραμορφώνονται κατά την κάμψη τυλίγονται σε πηνία χρησιμοποιώντας περιέλιξη, με αυτόματη κοπή και εκφόρτωση. Η γραμμική ταχύτητα περιέλιξης συγχρονίζεται με την ταχύτητα εξώθησης και μπορεί να ρυθμιστεί σταδιακά. Όταν η ταχύτητα εξώθησης είναι μικρότερη από 2 m/min, χρησιμοποιείται γενικά μια περιέλιξη ενός σταθμού. όταν η ταχύτητα εξώθησης υπερβαίνει τα 2 m/min, θα πρέπει να χρησιμοποιείται περιέλιξη διπλού σταθμού ή ακόμη και πολλαπλών σταθμών.
III. Βασικοί παράγοντες για τον έλεγχο των ελαττωμάτων σωλήνων
Ακολουθώντας τη σειρά της ροής της διαδικασίας στο Σχήμα 1, οι βασικοί σχετικοί παράγοντες για την εξάλειψη των ελαττωμάτων ποιότητας παρατίθενται παρακάτω.
(1)Τμήμα Σίτισης:Σύνθεση πρώτης ύλης; σχήμα και μέγεθος των πρώτων υλών· μέθοδος χρωματισμού? μέθοδος ξήρανσης? ανάμειξη ανακυκλωμένου/ανακυκλωμένου υλικού. Τύποι και μέτρηση προσθέτων· ικανότητα ψύξης του λαιμού της χοάνης.
(2)Εξωθητής: Διάμετρος βίδας; Βίδα αναλογία L/D; αναλογία συμπίεσης βιδών. τύπος δομής βιδών. ταχύτητα βίδας? απόδοση εξαερισμού? έλεγχος θερμοκρασίας βιδών. έλεγχος θέρμανσης και ψύξης βαρελιού. προφίλ θερμοκρασίας κατά μήκος των ζωνών εξωθητή. ροπή εξωθητή; κατανάλωση ενέργειας? προσαρμογέας; επιλογή θερμοκρασίας και έλεγχος για αλλαγή οθόνης. τύπος και προδιαγραφή πακέτου οθόνης.
(3)Καλούπι:Διάκενο πεθαίνουν? μήκος γης? τύπος δομής μήτρας? σχήμα καναλιού ροής. κατανομή τήγματος. ρύθμιση και έλεγχος θερμοκρασίας. πίεση κεφαλής μήτρας? έλεγχος πάχους τοιχώματος.
(4) Βαθμονόμηση & Ψύξη:Μέθοδος βαθμονόμησης; διαστάσεις βαθμονομητή? στάθμη κενού κιβωτίου κενού ή πίεση αέρα και μήκος σωλήνα βαθμονόμησης εσωτερικής πίεσης. σφράγιση του συστήματος βαθμονόμησης. χρόνος βαθμονόμησης? Ρυθμός ροής νερού ψύξης. θερμοκρασία νερού ψύξης? μέθοδος ψύξης.
(5)Δεξαμενή νερού ψύξης:Μέθοδος ψύξης; διάταξη σωλήνα νερού? Ρυθμός ροής νερού ψύξης. Μήκος δεξαμενής ψύξης. θερμοκρασία νερού ψύξης? αποτελεσματικότητα ψύξης σωλήνων.
(6)Μονάδα έλξης: Ταχύτητα έλξης και έλεγχος. βαθμονόμηση δύναμης ανάσυρσης. δύναμη σύσφιξης και έλεγχος. αριθμός κομματιών και πραγματικό μήκος· σκληρότητα επιφάνειας και σχήμα μπλοκ σύσφιξης. επιφάνεια επαφής ανάσυρσης.
(7) Κόπτης: Τύπος κοπτήρα; προφίλ και υλικό δοντιού λεπίδας πριονιού. Μηχανισμός επαναφοράς. συλλογή τσιπ και αφαίρεση σκόνης. Έλεγχος θορύβου? ρύθμιση συστήματος ορίου· μηχανισμός σύσφιξης? σύστημα κίνησης και ισχύς. σύστημα αυτόματης δράσης κοπής.
(8)Τραπέζι Coiler & Dump: Έλεγχος τάσης; σύστημα εντολών κοπής μήκους. επιλογή σταθμού περιέλιξης. διάμετρος περιέλιξης? ένδειξη δράσης χωματερής· γραμμική ταχύτητα περιέλιξης.
(9) Προσάρτημα:Προϋποθέσεις για την αυτοματοποιημένη παραγωγή:Μέτρηση πάχους τοιχώματος; έλεγχος εξωτερικής διαμέτρου. μέτρηση βάρους και στατιστικές παραγωγής· κατάσταση λειτουργίας της αντλίας τήξης γραναζιών. σύστημα κεντραρίσματος μήτρας.
Εάν χρειάζεστε περισσότερες πληροφορίες,Ningbo Fangli Technology Co., Ltd.σας καλωσορίζει να επικοινωνήσετε για μια λεπτομερή έρευνα, θα σας παρέχουμε επαγγελματική τεχνική καθοδήγηση ή προτάσεις προμήθειας εξοπλισμού.
Αποστολή Ερώτησης


X
Χρησιμοποιούμε cookies για να σας προσφέρουμε καλύτερη εμπειρία περιήγησης, να αναλύσουμε την επισκεψιμότητα του ιστότοπου και να εξατομικεύσουμε το περιεχόμενο. Χρησιμοποιώντας αυτόν τον ιστότοπο, συμφωνείτε με τη χρήση των cookies από εμάς.
Πολιτική Απορρήτου