 English
English 简体中文
简体中文  Español
Español  Português
Português  русский
русский  Français
Français  日本語
日本語  Deutsch
Deutsch  tiếng Việt
tiếng Việt  Italiano
Italiano  Nederlands
Nederlands  ภาษาไทย
ภาษาไทย  Polski
Polski  한국어
한국어  Svenska
Svenska  magyar
magyar  Malay
Malay  বাংলা ভাষার
বাংলা ভাষার  Dansk
Dansk  Suomi
Suomi  हिन्दी
हिन्दी  Pilipino
Pilipino  Türkçe
Türkçe  Gaeilge
Gaeilge  العربية
العربية  Indonesia
Indonesia  Norsk
Norsk  تمل
تمل  český
český  ελληνικά
ελληνικά  український
український  Javanese
Javanese  فارسی
فارسی  தமிழ்
தமிழ்  తెలుగు
తెలుగు  नेपाली
नेपाली  Burmese
Burmese  български
български  ລາວ
ລາວ  Latine
Latine  Қазақша
Қазақша  Euskal
Euskal  Azərbaycan
Azərbaycan  Slovenský jazyk
Slovenský jazyk  Македонски
Македонски  Lietuvos
Lietuvos  Eesti Keel
Eesti Keel  Română
Română  Slovenski
Slovenski  मराठी
मराठी


Ποιες είναι οι περιοχές εργασίας του εξωθητήρα διπλής βίδας;
Η Ningbo Fangli Technology Co., Ltd. είναι ακατασκευαστής μηχανικού εξοπλισμούμε σχεδόν 30 χρόνια εμπειρίαςεξοπλισμός εξώθησης πλαστικών σωλήνων, νέα προστασία του περιβάλλοντος και νέος εξοπλισμός υλικών. Από την ίδρυσή του το Fangli έχει αναπτυχθεί με βάση τις απαιτήσεις των χρηστών. Μέσω συνεχούς βελτίωσης, ανεξάρτητης Ε&Α στη βασική τεχνολογία και πέψη και απορρόφηση προηγμένης τεχνολογίας και άλλων μέσων, έχουμε αναπτύξειΓραμμή εξώθησης σωλήνων PVC, Γραμμή εξώθησης σωλήνων PP-R, Γραμμή εξώθησης αγωγών παροχής νερού PE / αερίου, η οποία εισηγήθηκε από το κινεζικό υπουργείο Κατασκευών για την αντικατάσταση των εισαγόμενων προϊόντων. Έχουμε κερδίσει τον τίτλο της «Πρώτης μάρκας στην επαρχία Zhejiang».
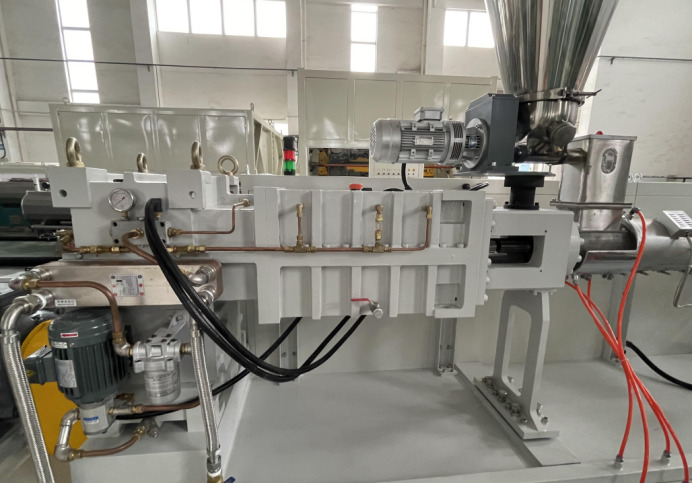
1. Χώρος εισόδου
Αυτό που ουσιαστικά συμβαίνει εδώ είναι η αναρρόφηση, η συμπίεση και η μεταφορά των πρώτων υλών. Εάν θέλετε να έχετε μοναδικά χαρακτηριστικά προϊόντος, μπορείτε να επιλέξετε να προσθέσετε πρόσθετα σε αυτό το στάδιο. Η ρητίνη τροφοδοτείται στον εξωθητήρα διπλού κοχλία μέσω της χοάνης και στη βίδα μέσω του λαιμού τροφοδοσίας. Στη συνέχεια, η βίδα μετακινεί το υλικό προς τα εμπρός. Η ικανότητα αναρρόφησης εξαρτάται από διάφορους παράγοντες, όπως η ταχύτητα βίδας και η πυκνότητα της ρητίνης. Εξαρτάται επίσης από το βάθος καναλιού και το βήμα της βίδας.
2. Ζώνη τήξης
Μόλις το υλικό εισέλθει στη βίδα, ξεκινά η διαδικασία εξώθησης. Η βίδα συνεχίζει να σπρώχνει τη ρητίνη προς τα εμπρός. Όταν συμβεί αυτό, εμφανίζεται τριβή μεταξύ του υλικού και της κάννης, προκαλώντας την τήξη της ρητίνης. Η επιπλέον θερμότητα προέρχεται από τη θερμάστρα κάτω από το βαρέλι. Αυτό διασφαλίζει ότι η ρητίνη έχει λιώσει πλήρως. Καθώς η ρητίνη κινείται προς τα εμπρός, το βάθος του καναλιού συνεχίζει να μειώνεται, αυξάνοντας έτσι την τριβή και την πίεση στην κάννη.
3. Περιοχή μέτρησης
"Μόλις λιώσουν τα πολυμερή, αφήνουν τον εξωθητή μέσω μιας πλάκας σύνθλιψης με οθόνη. Η τήξη των σωματιδίων που δεν λιώνουν στη ζώνη τήξης συμβαίνει επίσης εδώ. Αυτό εξασφαλίζει την ομοιομορφία της τηγμένης ρητίνης. Εάν θέλετε να επιτύχετε πλαστικό Η ομοιομορφία, μπορείτε να ελέγξετε τον αριθμό των οθονών και το πορώδες των οθονών. Η πίεση εδώ είναι τόσο υψηλή που το λιωμένο πολυμερές μπορεί να εξωθείται συνεχώς και να διαμορφώνεται σε αυτό το τμήμα, υπάρχει άντληση αέρα για την αποφυγή κατάρρευσης πλαστικών προϊόντων.
4. Ζώνη ψύξης
Το πλαστικό προϊόν μετακινείται στην περιοχή ψύξης, όπου ψύχεται. Μπορείτε να χρησιμοποιήσετε δύο τύπους συστημάτων ψύξης. Υπάρχουν συστήματα ψύξης αέρα και νερού. Ανάλογα με τον τύπο του συστήματος ψύξης που χρησιμοποιείτε, τα πλαστικά προϊόντα θα κρυώσουν αργά. Αυτό επιτρέπει στα πλαστικά προϊόντα να σχηματίζουν τέλεια σχήματα και τους δίνει την ελκυστικότητα που τους αξίζει.
Εάν χρειάζεστε περισσότερες πληροφορίες, η Ningbo Fangli Technology Co., Ltd. σας καλωσορίζει να επικοινωνήσετε για λεπτομερή έρευνα, θα σας παρέχουμε επαγγελματικές τεχνικές οδηγίες ή προτάσεις προμήθειας εξοπλισμού.
Αποστολή Ερώτησης


X
Χρησιμοποιούμε cookies για να σας προσφέρουμε καλύτερη εμπειρία περιήγησης, να αναλύσουμε την επισκεψιμότητα του ιστότοπου και να εξατομικεύσουμε το περιεχόμενο. Χρησιμοποιώντας αυτόν τον ιστότοπο, συμφωνείτε με τη χρήση των cookies από εμάς.
Πολιτική Απορρήτου